E-TOMO 繁昌Navi No.45
E-TOMO繁昌navi No.45
こんにちは! E-TOMO です。
新年明けてまもなく1カ月が経とうとしています。皆様いかがお過ごしですか?
2023年元旦の東京は快晴♪ 今年は初日の出が見られた! という人も多かったのではないでしょうか。
皆様にとって輝かしい1年となりますよう、本年も E-TOMO繁昌Navi をどうぞよろしくお願い申し上げます。

今週は “10年に1度” といわれる最強寒波が到来、全国各地に大雪や強風、低温による被害がもたらされています。
暦の上でも今は厳寒期とされる「大寒」。ここ数年影を潜めていたインフルエンザも流行していますので、暖かくして、体調管理には十分気をつけたいですね。
新型コロナウイルスとともに過ごすのも、もう4年目。
もはやwithコロナが当たり前の時代、いかに共存しながら経済を回していくかが、今年も課題となりそうです。
今アメリカで急速に拡大しているオミクロンの変異株 “XBB.1.5” が今後の感染の主流となりそうな今日この頃。終わりの見えないコロナに、ほとほとうんざりですが、高齢者の感染による死者数も増えていますので、今年も気を緩めることなく、感染予防対策をしっかり行っていきましょう。
『E-TOMO定点観測 ~日本酒ができるまで~』その4
さて、過去3回に渡ってお届けしてきた『E-TOMO定点観測 ~日本酒ができるまで~』。
前回は、黄金色に輝いた収穫期の稲穂たちをレポートしました。
過去記事はこちら:
E-TOMO繁昌Navi No.39『E-TOMO定点観測 ~日本酒ができるまで~』①田植え
E-TOMO繁昌Navi No.41『E-TOMO定点観測 ~日本酒ができるまで~』②出穂と開花
E-TOMO繁昌Navi No.43『E-TOMO定点観測 ~日本酒ができるまで~』③収穫
高橋助作酒造店の全面協力を得て、約8カ月に及んだ取材レポも、今回が最終回。
農家さんが愛情を込めて育てた酒米が、そう、いよいよ日本酒に生まれ変わるんです!
毎回楽しみにしていた取材の中でも、一番わくわくしたのが、今回の日本酒造り。
最終回の第4回、気合を入れてお届けします♡
定点観測 ④ 日本酒造り
12月初旬のある日、E-TOMO取材班は、4度目の長野県上水内郡信濃町へ。
日本酒造りは朝早くから行われるため、前夜に長野入りして取材に臨みました。

酒蔵に到着したのは、7:50am頃。ようやく日が昇り始め、気温は0℃。
雪こそなかったものの、日中の最高気温も8℃と、すっかり真冬です。

高橋助作酒造店にて酒造りの指揮を取るのは、家修さんの跡を継ぎ、今年就任された若き能登杜氏、小西弘将さん。
使われるお米は、田植えから収穫まで見届けた、あの山恵錦(さんけいにしき)!
3年連続で地元信濃町や戸隠地区で契約栽培した山恵錦のみを100%使用し、酒造りが行われています。
今回はリアルな体験をお伝えすべく、『酒蔵の一日』として時系列でレポートします。
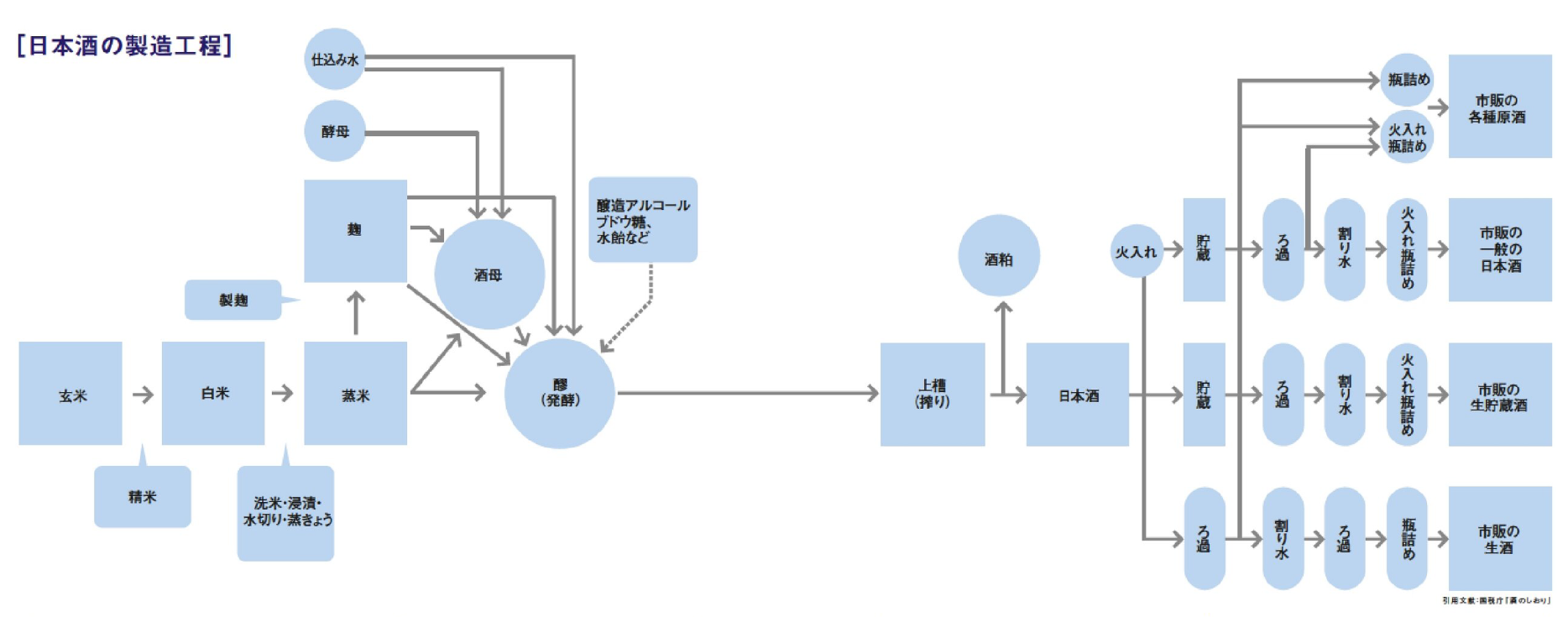
日本酒造りの工程が前後しますので、基本的な流れについては、こちらの図をご参照ください。
なお、過去の酒造見学レポートでも、ご紹介しています。合わせてぜひご覧ください♪
日本酒造りについてはこちら:
E-TOMO繁昌Navi No.25「田村酒造場『しぼりたて生酒』見学レポート」
高橋助作酒造店のある1日
08:00 蒸きょう
08:15 酒母造り
09:30 蒸米の冷却
10:45 上槽(搾り)
11:40 仕込み(留添)
13:00 洗米、浸漬、水切り
その後、洗浄、後片付けなど
蒸きょう (8:00~9:30am)
蒸きょうとは、お米を蒸すこと。まず朝一番に、その日に行われる工程で使用するお米を蒸します。
蒸米は、後の行程において、お米の溶解に大きな影響を与える大変重要な作業。
そのまま仕込みに使われる「掛米」と、麹造りに使われる「麹米」に大きく分けられ、この日は掛米。
適度な硬さを保ち、表面がべたつかない “外硬内軟” な蒸米を目指します。

前日に洗米・浸漬し、一晩水切りしたお米を、手際よく甑(こしき)に入れていきます。



お米は1袋10kg以上あるので、結構な力仕事!
5分もしないうちに甑はいっぱいになり、表面を均一に整えたら、布で蓋をして60分蒸します。



伝統的には、和釜でお湯を沸かし、その上に甑を載せて行われていた蒸きょう。
現在では、ボイラーで発生させた100℃以上の過熱蒸気を、直接甑に吹き込む酒蔵が主流とのこと。


もくもくと上がる蒸気とともに、お米が蒸し上がるとてもいい香りがします♪
酒母造り (8:15~9:00am)
お米が蒸し上がるまでの間、杜氏さんは酒母のお世話をしに酒母室へ。
酒母とは、酒造りに欠かせない元気な酵母を、健全かつ純粋に大量培養する重要な工程。
日本酒造りは「一麹、二酛、三造り」と言われ、二の「酛」が酒母のこと。
乳酸を添加する「速醸系酒母」と、乳酸菌によって手間と時間をかけて乳酸発酵を行わせる「生酛系酒母」とに大きく分けられ、温度管理や衛生管理をしっかり行い、2週間〜1か月ほどかけて造られます。
高橋助作酒造店では「速醸」を主体に、「生酛」の純米吟醸も仕込まれます。


酒母には醪(もろみ)を酸性に保つために必要な乳酸を適量含んでおり、見た目はヨーグルトや甘酒のよう♪
この日は、ちょうど仕込みから7日目あたり。酵母の増殖が始まり、発生した炭酸ガスによって、酒母の表面がホットケーキを焼いている途中のように、ぷくぷくと膨れているのが分かりますか? これを「膨れ」といいます。
この状態に導く作業に「暖気(だき)入れ」があり、タイミングよく見ることができました(^^)



暖気とは、木製や金属製の容器にお湯を入れた、いわば湯たんぽのこと。
この暖気を酒母に一定時間入れ、局部的に品温を上げたら、抜いて攪拌。その後、室温で品温を下げます。
「暖気入れ」とは、この作業を数日繰り返し、1日1℃くらいずつ品温を上昇させていく作業で、上げて下げてのジグザグの温度経過を取ることによって、酵母の増殖を抑えながら糖化を促進させ、「膨れ」に導いていくのだそう。
蒸米の冷却 (9:30~11:40am)
蒸きょう開始から1時間、蔵人さんたちが続々と集まってきました。ほかほかの蒸米の完成です!
蒸し上がったお米は、カゴに入れられ、自然冷却させるために運ばれていきます。


蒸米の冷却には、主に吟醸酒造りに見られる昔ながらの「自然冷却法」と、連続蒸米放冷機を使用する「強制冷却法」があり、高橋助作酒造店では、自然冷却法を採用しています。


熱々の蒸米を簀子(すのこ)に広げ、自然冷却させます。

一度広げた後も、内側と外側で冷め具合が異なるため、少し時間をおいてから再び布の上で裏返し、手で広げ直して、温度が均一になるようにします。
蔵中、特に上の階は、お米の蒸気でもくもく! 外気温とさほど変わらない酒蔵は、動かないでいると芯から冷えてくるので、この時ばかりは蒸米の暖かさが嬉しい瞬間です(笑)


稲穂の頃から味わってみたいと願っていた「山恵錦」のお米。ついに念願叶い、試食させていだきました♪


丸くコロコロしていて歯ごたえがあり、食感はおこわや、硬くなったもち米のようなイメージ。
噛みしめると甘みと旨みがあり、香ばしさもあって美味しい!! もっと食べたかったくらいです(笑)
適温に冷めるまでの間、すでに発酵を終えた醪の搾りを行います。
上槽 (10:45am~)
上槽(搾り)とは、完成した醪を日本酒と酒粕に分ける工程。
この時に得られる液体が透明で済んでいることから「清酒」と命名された歴史があります。
高橋助作酒造店では、銘柄の多くは自動圧搾機にて上槽。純米大吟醸のみ、醪を入れた酒袋を吊るして搾る、昔ながらの「ツルシ」(袋吊り)を取り入れています。
日本酒造りの一連の工程は「本」で数えられ、一冬で20本ほどの日本酒造りが行われるのだそう。
この日に搾られるのは、本年2本目に仕込んだ「限定 純米吟醸」。

仕込みタンク下部の穴からホースを経由して、醪が自動圧搾機へ送られます。杜氏さんの合図で搾り開始!


搾りの様子は、ぜひ動画でご覧ください♪
仕込み (11:40~11:55am)
醪の仕込みは「三段仕込み」という方式で行われます。
三段仕込みとは、仕込み水・麹・蒸米を3回に分け、徐々に加える量を増やし、4日間かけて仕込む方式。
仕込みの4日間は、それぞれ以下のように呼ばれています。
醪の三段仕込み
1日目:初添(はつぞえ)⇒ 酒母、仕込み水、麹、蒸米を仕込む
2日目:踊り ⇒ 仕込み作業は休み、酵母の十分な増殖を待つ期間
3日目:仲添(なかぞえ)⇒ 仕込み水、麹、蒸米を加える
4日目:留添(とめぞえ)⇒ 仕込み水、麹、蒸米を加える

この日は、この冬5本目の仕込み、純米吟醸「荒瀬原(あらせばら)」の留添。
仕込む蒸米は、朝蒸きょうした全量新米、精米歩合58%の荒瀬原産・山恵錦100%。
「荒瀬原」はそう、E-TOMO定点観測で田植えから収穫まで稲の成長をレポートしてきた、あの「荒瀬原」です!
数量限定生産になりますが、「荒瀬原」のテロワールを表現した日本酒も造っており、荒瀬原で育った山恵錦を100%使用した純米吟醸が仕込まれています。
苗から成長を見ていたので、何だかお米たちが我が子のように感じられて、いいお酒になるんだよー♪ と、心の中でひそかにお米たちにエールを送ったり(笑)
まずは、前日の仲添で仕込んだ蒸米がリゾットのように膨れ上がっているので、リゾット状のお米と底に溜まった液体を適度に混ぜるために、櫂入れをします。この作業を「荒櫂」といい、簡単に混ぜているようで、かなりの重さ! 力のいる仕事なのだそう。


ひとしきり櫂入れしたところで、杜氏さんの合図で、冷却された蒸米を次々と運んで、タンクに入れていきます。
タンクの中がよく見える2階からも見せていただきました!


まるで濃厚なヨーグルトや甘酒のように美味しそうで、このまま飲んでみたくなります♪


4日間に及ぶ三段仕込みの工程が終わると、温度管理を調整しながら、醪を発酵させていきます。
この留添の日を「醪日数1日目」とし、純米吟醸酒は4週間前後かけて、蒸米の糖化とアルコール発酵が同時に行われる「並行複発酵」により、日本酒が造られます♪
並行複発酵とは?
① 麴菌の造った酵素がお米をブドウ糖に分解
② 酵母がブドウ糖を食べて増殖し、アルコールを造り出す
この2つの反応が同時に起こる、他のお酒にはない日本酒独自の醸造方法



午前中の作業はこれにて終了!
この日に醸造されていた “松尾” は下記の3本。
手前から、
・留添を終え、醪1日目の5本目、純米吟醸「荒瀬原」
・搾りが行われた2本目、純米吟醸「限定 純米吟醸」
・醪発酵中の3本目、純米吟醸「斑尾」
大切に見守られながら、造られていく日本酒たち。
どれも仕上がりが楽しみですね♪
洗米・浸漬・水切り (お昼頃~1:50pm)
午後になると、翌日に使用するお米の「洗米」と「浸漬」が行われます。
現在は、自動洗米浸漬機を導入している酒蔵も多い中、高橋助作酒造店では、すべて手作業にて行います。

「洗米」は、精米されたお米の表面に付着している糠(ぬか)を取り去ることが目的ですが、洗米開始時から白米の吸水が始まり、その水分量が今後の工程に大きな影響を与える、大変重要な作業。
「浸漬」は、お米に水を吸わせること。白米の吸水率を目標通りに合わせるには、時間管理がとても重要! 精米歩合が高くなればなるほど、吸水スピードは速くなり、その時々のお米の産地や状態、水温や外部環境によっても、吸水具合は異なるので、ストップウォッチで秒単位の計測をしながら浸漬を行うなど、熟練の杜氏さんや蔵人により、徹底して管理されています。
「水切り」には、仕事に合わせて様々な道具が使われる中、壊れて使えなくなったP箱が工夫されて再利用!
水切りして重さを量った後は、一晩かけて水をしっかり切り、翌朝の蒸きょうに備えます。


その他の工程
今回は行われなかった工程についても、簡単にご紹介します。
製麹(せいきく)
製麹とは、麹室(こうじむろ)と呼ばれる衛生的かつ温度と湿度コントロールがなされた部屋で、蒸米に麹菌の胞子を付けて生育させ、2日で麹を完成させる作業のこと。

麹は、醪の発酵過程において、お米のでんぷんを糖に変えるという重要な役割を担い、この糖を酵母が食べることで、アルコール発酵し、お酒となります。
日本酒造りが「一麹、二酛、三造り」と言われる通り、麹の品質でお酒の品質も大きく変わるため、高品質な麹造りは、酒造りにおいて必要不可欠! 最も重要な工程とされています。
瓶詰め・ラベル貼り
上槽して出来上がった日本酒は、「割り水」と「ろ過」が行われ、それぞれの日本酒のスタイルによって、0~2回の「火入れ」と「貯蔵」を経て、瓶詰め、出荷されます。

様々な日本酒のスタイル
生酒:火入れせずに瓶詰め・出荷
生貯蔵酒:火入れを瓶詰め時に1回のみ行う
生詰め酒:貯蔵前に火入れを行い、瓶詰め前には火入れをしない
普通酒:火入れをタンク貯蔵前と瓶詰め時の2回行う
原酒:火入れの有無にかかわらず割り水をしない
高橋助作酒造店の日本酒造り
最後に、高橋邦芳社長より “日本酒造り” についてお伺いしました。
日本酒造りに大切な3つの手法
酒母造りの項目でも触れたように、日本酒は「一麹、二酛、三造り」と言われ、日本酒造りの重要な工程を端的に表現した言葉ですが、同時に、日本酒造りに欠かせない3つの創意と工夫も表しています。
① 穀物の米を糖分に変える、麹を活用する「麹造り」
② 発酵に必要な酵母などを生育させる、乳酸菌や乳酸を使用する「酛(酒母)」
③ 品質や生産性を高め、優れた個性を日本酒に与える、三段仕込みや吟醸造りなどの「造り」
このように、3つの手法を構築・発展させた日本酒は、日本独自の酒造りの文化であり、鉄を鍛錬して造る「日本刀」にも通ずる、物づくりの心が感じられるお酒なのです。
高橋助作酒造店のこだわり
高橋助作酒造店では、自然環境や気候風土を大切にした「祈りと感謝と共に」ある酒造りにこだわり、酒米を栽培してくださる農家さんと一緒に、以下の取り組みを行っています。
① 原料米の産地名を表示したテロワールの考えによる日本酒造り
② 地元 信濃町、戸隠産の契約栽培 山恵錦 100%使用の日本酒(三期連続)
③ 純米吟醸、純米大吟醸のみを手造りで醸造(二期連続)
④ 酵素剤 無添加(1875年の創業より)
⑤ すべての日本酒をビン貯蔵により品質管理(三期連続、特定名称酒は2005酒造年度より)
取材後記
E-TOMO繁昌Navi 初の試み「定点観測取材」。初回は日本酒造りを追いました。
果たして最後まで無事に追えるのか?? と不安を抱えながらのスタートでしたが、5月末の田植え、8月頭の開花と出穂、9月末の稲刈り、そして12月初旬の醸造。約2ヵ月に1回のペースで信濃町に赴き、稲の成長とともに、信州の大自然と季節の移り変わりを肌で感じながら、楽しく取材させていただきました。



日本酒造りで一番驚いたのは、かなり時間に細かく、分刻み、時には秒刻みで各工程が行われること。
日本古来から行われてきた日本酒造り。どんどん機械化されてきている中、高橋助作酒造店がこだわる少量生産だからこそ叶う、昔ながらの日本酒造りを垣間見れたことは、本当に貴重な体験でした。
日本酒における “テロワール” を探究されている高橋社長のお話にも、終始興味津々! 信州長野の気候、土壌、水質などの自然環境を探求し、それぞれの栽培地域や水質をより表現した、今後の “松尾” にぜひ期待したいと思います♪

酒販店として、日々取り扱っている日本酒ですが、今回の取材で稲作から醸造まで追うことで、日本酒が私たちの手元に届くまで、いかにたくさんの人の手によって、大切に造られているかということを、あらためて知りました。
これから日本酒をいただく時は、生産者の皆様に感謝しながら、大切に味わいたいと思うのと同時に、日本の国酒であることを誇りに思い、インバウンドのお客様にも積極的にオススメしていきたいE-TOMO取材班です。
この定点観測レポートを通じて、日本酒を販売される皆様、お店でご提供される皆様、そして嗜まれる皆様にも、日本酒造りに携わる生産者の皆様の「熱き想い」が伝われば幸いです。
お忙しい中、8カ月にわたり取材にご協力いただきました、高橋助作酒造店の高橋邦芳社長、蔵人の皆様、そして、農家の皆様、本当にありがとうございました!!


最後に、4回の取材レポートにおいて、毎回楽しみにしていたのが、お昼に信州蕎麦をいただくこと(笑)
個人的なナンバー1は、「仁の蔵」さん♪
人気で待ち時間が長いのが難点ですが、お蕎麦も天ぷらもとっても美味しかったー!
メニューに「松尾」もオンリストされていますので、信濃町にお越しの際にはぜひぜひに♡



高橋助作酒造店
〒389-1313 長野県上水内郡信濃町古間856番地1
TEL:026-255-2007
http://www.matsuwo.co.jp/
参考文献: いかがでしたか? 今回の定点観測において成長を追った酒米「山恵錦」を使用した日本酒は、現在、高橋助作酒造店にて仕込みの真っ最中! 出来上がり次第、弊社にて販売予定です。 詳細につきましては、改めてご案内いたしますので、今しばらくお待ちくださいませ♪ どうぞお楽しみに~! Tomoe haruna ユメコ みゆう ルミ ミズナ
日本ソムリエ協会教本「J.S.A. SAKE DIPLOMA Second Edition」
お酒のナビゲーター「E-TOMO 6」自己紹介
ワイン全般好きですが、シャンパーニュは浸かりたいくらい大好き! 最近は珍しい国のワインと品種に興味津々。聞いたことのない土着品種と出会うと、飲みたくて目がキラキラします☆
インスタで日々美味しいランチを探してます! 入社当時はワイン派でしたが、最近はもっぱら純米酒が好きになってしまいました♪
榎本のフードファイターと呼ばれるくらい食べることが大好きです! お肉料理が好きなので、さっぱりしたハイボールが大好きです!! 一年中飲んでます!
食べるのも飲むのも大好きですが、青森出身なので特に日本酒が好きです!
おいしい料理を食べながらお酒を飲んでいる時間が一番幸せを感じます!
すっきりとしたビールが大好きです!
特に趣味のテニスの後に飲む一口目は、まさに至福のひとときと言えます!
乾杯ビールが大好きですが、最近は華やかなエールやフルーティーなビールにハマっています。バスケが大好きすぎて毎週末体育館で汗を流しています! バスケ後のビールの幸せなこと幸せなこと! 飲みすぎないように気をつけます!(笑)



